


当社の技術
微細部品が1工程で完成!! 御社のコスト競争力がUPします。
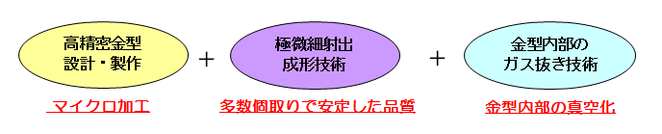
3つの技術を融合して、これまで樹脂成形では不可能だった製品が量産可能です!!
3つの技術を融合して、出来た製品がこちらです。
↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓

マスカラブラシ

オール樹脂製の注射針(開発中)
コア技術① 微細射出成形
微細成形技術
① 中空構造を持つ、注射針の開発

樹脂製注射針を上から見た様子
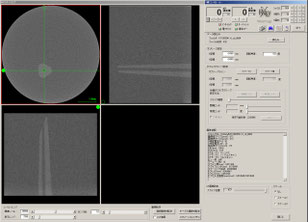
樹脂製注射針のCT画像
樹脂製注射針の先端外径はΦ0.4㎜となっており、そこに中空の穴Φ0.2㎜が通っております。
左上の写真で針中空部分から光がさし込んでいるのが、ご覧頂けます。
又、右上の写真では中空穴が垂直に空いている事がご確認頂けます。
② 新しい発想から生まれた、新構造の注射針を開発
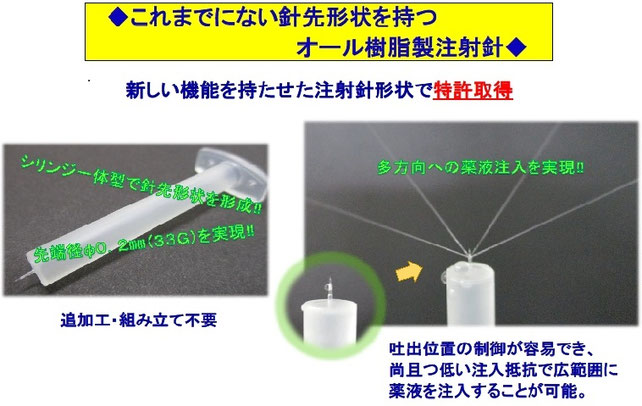
これまでにない針先形状を開発。
先端外径Φ0.2㎜(33G)と多方向への吐出を可能にした注射針を実現しました。
右上の写真では、多方向へ薬液吐出する様子がご覧頂けます。
又、左上の写真のような針先形状一体で成形されますので、コスト面も優位です。
ガス抜き技術
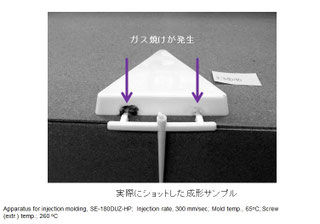
① ガス抜き技術を駆使して、作られた製品の一例

金型のガス抜きを考慮し、トラブルの無い
量産を可能にしております。

注射針の重要要素の1つである、先端のエッジ
形状まで充填を可能にしております。
② ガス発生のメカニズムについての共同研究
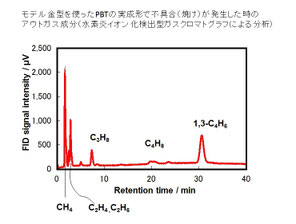
群馬産業技術センター様との共同研究により射出成形時に発生した分解ガスの成分分析を行い、
ガス発生のメカニズムやガス抑制方法などの研究を行っております。
コア技術② インサート成形
小ロット部品でもコスト競争力を保てます。
インサート成形技術

メーター本体に組み込まれるウィンカーやニュートラルランプなどの
ワーニングレンズに印刷・塗装を行い、スピードメーター中央部の
透明なガラスと一緒に金型内部にセットして一体成形することにより、
防水性の高いメーターを完成させることが可能です。
複数の材質の違う樹脂と、印刷・塗装を行ったレンズなどを一体成形
するには、各パーツの寸法管理がとても重要となります。
多様な樹脂対応
当社ではアクリル・PC・PET樹脂などの透明部品から、PBT・POM・PPS
などのエンプラ樹脂まで、多様な樹脂へ対応可能です。
すべての樹脂で高品質の成形品を保証致します。
コア技術③ 発泡成形
発泡成形技術
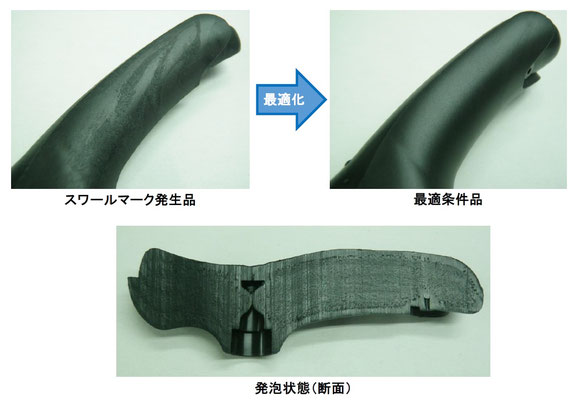
発泡剤を添加した原料樹脂を射出成形する成形方法です。
通常は成形品の表面に発泡によるスワールマーク(発泡痕)が発生し、一般の射出成形品に
比べると外観が悪くなりますが、当社では外観にスワールマークを発生させない成形技術を
確立しております。
発泡成形では次のような効果が期待出来ます。
①製品の軽量化 … 外観を維持し、内部のみを発泡する事により軽量化を図れます。
②成形サイクルの短縮 … ヒケの発生が抑制される為、冷却サイクルの短縮が可能です。
②厚肉製品の強度UP … 肉盗み形状を設ける必要が無い為、無垢状態の強度が得られます。
また、設計及び金型の単純化等の付随効果も期待出来ます。